
Եկեք ծանոթանանք մեր ներկման գործարանի գործընթացին։
1. Չափերի կրճատում
Սա ներկման գործարանի առաջին քայլն է։ Առաջինը չափերի հեռացման գործընթացն է։ Մոխրագույն գործվածքը դրվում է մեծ տակառի մեջ՝ եռացող տաք ջրով՝ մոխրագույն գործվածքի վրա մնացորդները լվանալու համար։ Այսպես, հետագայում՝ ներկման գործընթացի ընթացքում ներկման թերություններից խուսափելու համար։ Տակառները լցվում են տաք ջրով չափերի հեռացման գործընթացի ընթացքում։ Այսպիսով, այս գործընթացը որոշ ժամանակ է պահանջում։

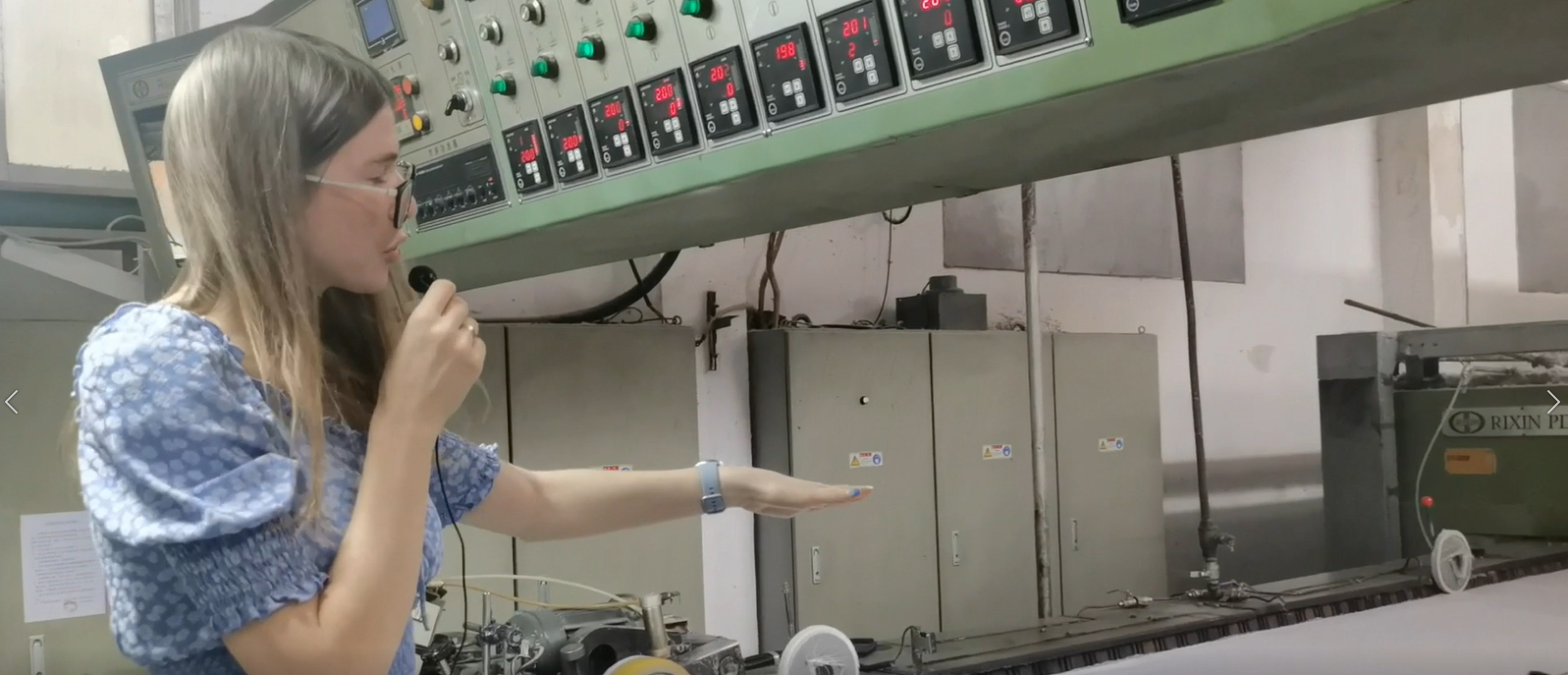
2. Մոխրագույն գործվածքի կարգավորում
Սովորաբար մոխրագույն գործվածքի լայնությունը 1.63 մ է, բայց մեզ անհրաժեշտ է արտադրանքի լայնությունը՝ 1.55 մ: Այսպիսով, մոխրագույն գործվածքը ենթարկվում է 160-ից 180 աստիճան բարձր ջերմաստիճանի՝ լայնությունը կարգավորելու համար: Այս գործընթացը կոչվում է մոխրագույն գործվածքի ջերմային կարգավորում:
3.Մրգում
Ներկման գործարանում հաջորդ գործընթացը այրումն է։ Կարող եք տեսնել կրակը։ Սա կրակ է։ Մոխրագույն գործվածքն անցնում է կրակի միջով՝ մակերեսի վրայի փափկամազը հեռացնելու համար, որպեսզի այն մաքրվի և պատրաստվի ներկմանը։

4.Քաշի նվազեցում
Ներկման գործարանում հաջորդ գործընթացը քաշի նվազեցումն է: Ներկումից առաջ մանրաթելերը պետք է նոսրանան ալկալիով: Այս գործընթացի միջոցով մենք կարող ենք վերահսկել գործվածքի քաշը և այն ավելի մեղմ դարձնել: Միևնույն ժամանակ, մենք հեռացնում ենք մակերեսի փափկությունը՝ ներկման թերությունները կանխելու համար:
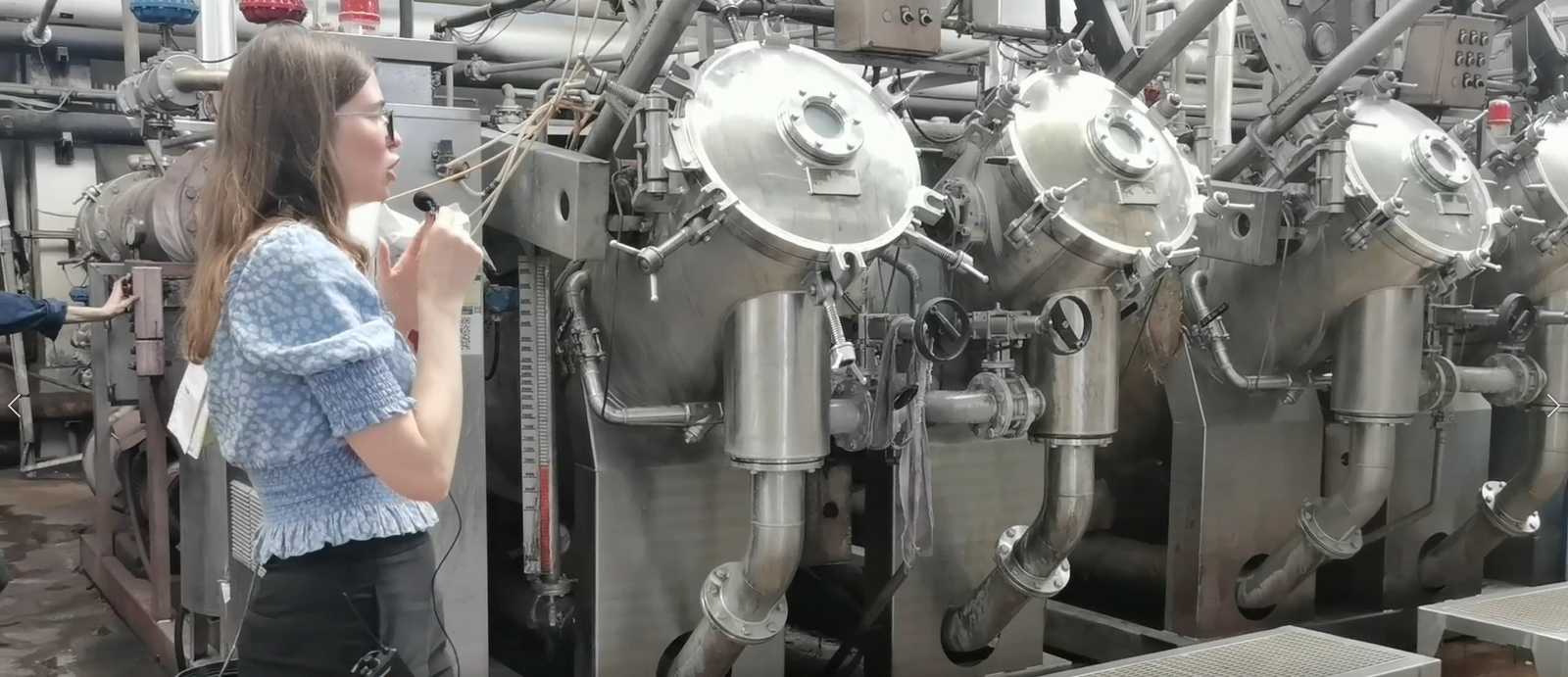
5.Խմբաքանակային/խմբաքանակային ներկում
Խմբաքանակային կամ խմբաքանակային ներկումը ներկման գործարանի հիմնական գործընթացն է: Պոլիեսթերային մանրաթելերի ներկման համար մեզ անհրաժեշտ են ցրված կտորներ և 80 աստիճան ջերմաստիճան: Պոլիեսթերային մանրաթելերը ներկելու համար անհրաժեշտ է 4 ժամ, իսկ վիսկոզային ներկման համար անհրաժեշտ են ռեակտիվ ներկանյութեր և 85 աստիճան ջերմաստիճան: Դա տևում է 3 ժամ: Այնուհետև մեզ անհրաժեշտ է կես ժամ ջերմային պահպանում: Դրանից հետո մեզ անհրաժեշտ է օճառել հինգ տոննա ջրով՝ ներկանյութերը և խառնուրդները հեռացնելու համար: Որոշ հաճախորդներ ունեն հատուկ պահանջներ գործվածքի pH մակարդակի և շրջակա միջավայրի որակի վերաբերյալ, ուստի մենք ավելացնում ենք օճառման ժամանակ՝ հաճախորդների պահանջները բավարարելու համար:
6.Յուղի կարգավորում
Ներկումն ավարտվելուց հետո կլինի սիլիկոնային յուղի ամրացնող մեքենան։ Սիլիկոնային յուղը կթափանցի և կմտնի գործվածքի մանրաթելի մեջ՝ ամբողջությամբ ծածկելով այն։ Այսպիսով, մենք կարող ենք կարգավորել գործվածքի քաշը և ձեռքի զգացողությունը։ Դրանից հետո գործվածքը տեղափոխվում է ջեռոցի ջերմաստիճանը։ Ջեռոցի ջերմաստիճանը 180-210 աստիճան է։ Չորանալուց հետո գործվածքը դառնում է փափուկ, և քաշը կարգավորվում է։
7.Որակի ստուգում
Սա որակի ստուգում է։ Եթե գործվածքի մակերեսին կան որոշ թերություններ, մեր աշխատակիցները կարող են վերացնել դրանք։ Այսպիսով, մենք համոզվում ենք, որ մեր գործվածքի յուրաքանչյուր մետրը որակյալ է։

Հրապարակման ժամանակը. Մայիսի 17-2022